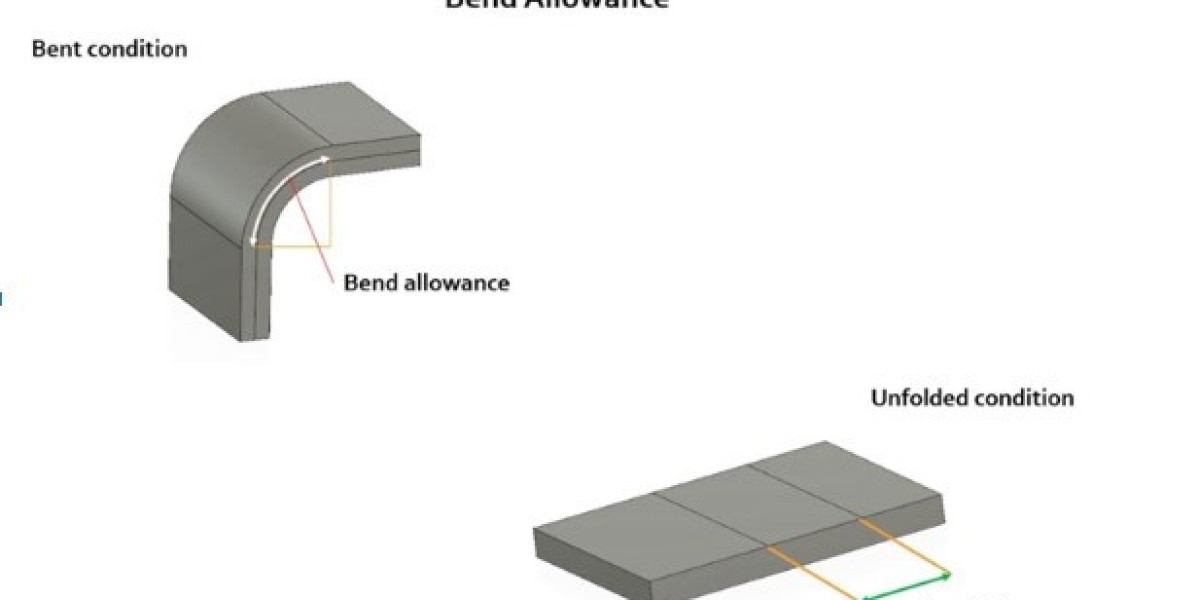
Bend allowance is a cornerstone of precision in sheet metal fabrication. It enables engineers and fabricators to account for material deformation during bending, ensuring that the finished product aligns perfectly with the design intent. Without accurate calculations, sheet metal parts could end up too short, too long, or simply fail to meet quality standards.
In sheet metal forming, a single bend can significantly alter the length of the material required to achieve the desired shape. This makes it crucial for designers, manufacturers, and engineers to understand how to calculate bend allowance. Doing so not only ensures precision but also optimizes material usage, minimizes waste, and enhances the efficiency of production processes.
This article dives deep into the concept of bend allowance, its significance in fabrication, the factors influencing it, and step-by-step calculations. Real-life examples will demonstrate how to apply these calculations effectively in your projects.
Calculating Bend Allowance in Sheet Metal
Calculating sheet metal bend allowance is a fundamental process that bridges the gap between flat pattern designs and finished sheet metal parts. When a sheet is bent, the material stretches and compresses, requiring precise measurements to ensure dimensional accuracy.
The calculation involves determining the additional material required to accommodate the deformation along the neutral axis during bending. To achieve this, several factors such as material thickness, bend radius, bend angle, and the K-factor are incorporated into a specific formula. The result ensures that the flat pattern design accounts for the elongation caused by the bend, enabling the final part to match its intended dimensions.
The standard formula for bend allowance is:
BA = (π / 180) × Bend Angle × (Bend Radius + K-Factor × Material Thickness)
Each parameter in the formula plays a vital role:
Bend Angle is the degree to which the sheet is bent, directly affecting the amount of elongation.
Bend Radius refers to the inner radius of the bend, influencing how much the material stretches.
Material Thickness impacts the position of the neutral axis and the overall deformation of the sheet.
K-Factor is a coefficient that represents the location of the neutral axis relative to the material thickness.
What Is Bend Allowance and Why Is It Important?
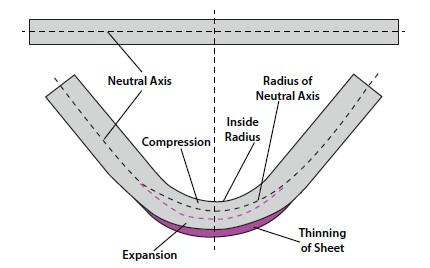
Bend allowance is the additional length of material required to accommodate a bend in sheet metal. When a sheet is bent, the outer surface stretches while the inner surface compresses. Between these surfaces lies the neutral axis, a point where material deformation is minimal. Bend allowance specifically accounts for the elongation that occurs along this neutral axis during bending.
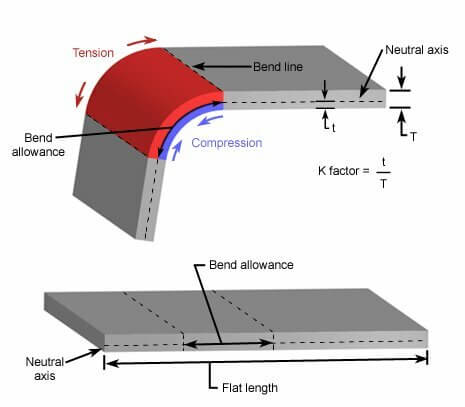
The neutral axis’ position depends on the material type, thickness, and bending parameters. Accurately determining this axis and compensating for the elongation are essential to ensure the flat pattern design corresponds to the final product. Without calculating bend allowance, errors in part dimensions are inevitable, leading to rework and material waste.
The benefits of bend allowance include the following:
Achieving Dimensional Accuracy: Bend allowance ensures the finished part dimensions align with the design specifications. Without it, the flat pattern could result in a part that is too short or too long, causing assembly issues.
Reducing Material Waste: Accurate bend allowance minimizes material wastage. Misjudging the amount of material required for bends often leads to scrapped parts and increased costs.
Optimizing Manufacturing Processes: Incorporating bend allowance into flat pattern designs streamlines manufacturing. CNC machines can be programmed more effectively, reducing setup times and improving productivity.
Enhancing Assembly Quality: Properly calculated bend allowance ensures that parts fit together seamlessly during assembly. This is especially important in industries like automotive and aerospace, where precision is critical.
Improving Cost Efficiency: Material costs and time spent on rework can quickly escalate in sheet metal projects. Calculating bend allowance upfront helps avoid these unnecessary expenses.
Enabling Consistency in Mass Production: For large-scale production runs, consistency is key. Bend allowance allows fabricators to replicate identical parts with precision, ensuring quality control and customer satisfaction.
Factors Affecting Bend Allowance in Fabrication
Several factors influence how sheet metal stretches and compresses during bending. These variables must be understood and accounted for to ensure accurate bend allowance calculations. Each factor plays a unique role in determining how the material behaves and how much length needs to be added to the flat pattern.
Material Type
Different materials have unique properties that influence their behavior during bending. Metals like aluminum, steel, and brass vary in elasticity, ductility, and strength. For instance, aluminum tends to stretch more than steel, requiring a higher bend allowance. Understanding the material’s properties is vital for accurate calculations.
Material Thickness
Thicker sheets require a larger bend allowance because the deformation extends deeper into the material. As the thickness increases, the neutral axis shifts, further impacting the allowance required.
Bend Radius
The bend radius significantly affects the material’s deformation. A larger bend radius results in less elongation along the outer surface, reducing the bend allowance. Conversely, a smaller bend radius increases the material’s stretch, requiring a higher allowance.
Bend Angle
The angle of the bend determines how much the material deforms. Acute angles (less than 90°) require less material elongation compared to obtuse angles (greater than 90°). Accurately measuring the angle is essential for precise allowance calculations.
K-Factor
The K-factor is a critical coefficient representing the position of the neutral axis. It varies depending on the material and bending process. A K-factor closer to 0.5 indicates that the neutral axis is near the center of the material, while a lower K-factor suggests it’s closer to the inner surface.
Tooling and Equipment
The type of tooling, such as press brake dies or punch radius, influences the material’s bending characteristics. Advanced tooling often allows for tighter bend radii to bend sheet metal, but it also requires precise bend allowance calculations to avoid errors.
Step-by-Step Guide to Calculating Bend Allowance
Calculating bend allowance may seem daunting, but it’s a straightforward process when broken into steps. By understanding the components of the calculation, you can ensure that your flat pattern designs are accurate and ready for fabrication.
Steps to Calculate Bend Allowance
Determine the Bend Angle: Identify the angle of the bend, such as 90° or 45°, and note it for the calculation.
Measure the Bend Radius: The inner radius of the bend can be measured or determined based on the tooling.
Find the Material Thickness: Measure the thickness of the sheet metal accurately using a caliper.
Identify the K-Factor: Reference material data sheets or use default industry values (typically between 0.3 and 0.5).
Apply the Bend Allowance Formula: Use the formula:
BA = (π / 180) × Bend Angle × (Bend Radius + K-Factor × Material Thickness)Validate the Results: Check the calculated bend allowance using software or by performing test bends to confirm accuracy.
Examples of Bend Allowance in Real Projects
Applying bend allowance calculations in real-world projects demonstrates their practicality and impact on achieving accurate results. These examples highlight how varying parameters like bend radius and material thickness influence the final product.
Example 1: 90° Bend in Stainless Steel
Imagine you need to create a 90° bend in a stainless steel sheet with a thickness of 2 mm and an internal bend radius of 5 mm. The K-factor for this material and bend setup is determined to be 0.35. Calculate the bend allowance.
What is the precise bend allowance for this setup? How does the material’s rigidity influence the calculation, and what steps would you take to ensure dimensional accuracy during fabrication?
Answer:
Given Data:
Bend Angle (θ): 90°
Material Thickness (T): 2 mm
Bend Radius (R): 5 mm
K-Factor (K): 0.35
Using the Formula:
BA = (π / 180) × Bend Angle × (Bend Radius + K-Factor × Material Thickness).
The bend allowance for a 90° bend in stainless steel is approximately 8.95 mm.
Additional Insights: Stainless steel’s rigidity means that precise calculations are essential to avoid inaccuracies in the final part. Additionally, accounting for springback during the bending process is critical since stainless steel tends to return slightly to its original shape after bending. This may require over-bending or additional adjustments during fabrication.
Example 2: 120° Bend in Aluminum
You are tasked with fabricating a 120° bend in an aluminum sheet that has a thickness of 3 mm and an internal bend radius of 8 mm. The K-factor for this material is 0.4. Determine the required bend allowance for this scenario. Additionally, consider how aluminum’s ductility might impact the calculation and how adjustments could be made for potential springback during bending.
Answer:
Given Data:
Bend Angle (θ): 120°
Material Thickness (T): 3 mm
Bend Radius (R): 8 mm
K-Factor (K): 0.4
Using the bend allowance formula:
BA = (π / 180) × Bend Angle × (Bend Radius + K-Factor × Material Thickness).
The bend allowance for a 120° bend in aluminum is approximately 19.27 mm.
Additional Insights: Aluminum’s ductility allows for easier bending compared to stainless steel, but its tendency to exhibit springback is still a factor. To ensure accurate dimensions, fabricators may need to consider slight over-bending and verify the results using a trial bend.
Conclusion
Bend allowance is an indispensable aspect of sheet metal forming, ensuring precision, reducing waste, and enhancing fabrication efficiency. By understanding the influencing factors and using accurate formulas, manufacturers can achieve consistent results across various projects. Mastering bend allowance calculations empowers engineers and fabricators to create high-quality parts, making it a fundamental skill in the sheet metal industry.